주철 연삭 볼
개요:
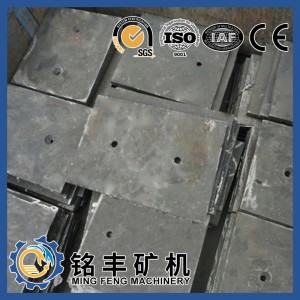
| 유형 | 크러셔 라이너 보드, 라이닝 플레이트 | ||
| 기원 | 중국 | HS 코드 | 84749000 |
| 상태 | 새로운 | 가는 광석 | 석영, 금광석, 시멘트 클링커 등 |
| 기계 유형 | 볼 밀 라이너 | 인증 | ISO 9001:2008 |
| 주요 재료 | Mn13Cr2, Mn18Cr2, Mn22Cr2, Cr22, Cr26 | ||
| 처리 유형 | 주조 | 표면 처리 | 연마/스프레이 페인트 |
| 주조 검사 | 직접 판독 스펙트럼 기기, 금속 조직 분석, 초음파 검사, 자분 탐상 검사, 기계적 특성 검사 | ||
| 운송 패키지 | 깔판/케이스에서 포장하는 | 보장하다 | 원본과 동일 |
| 품질 | 높은 레벨 | 경험 | 30년 이상 |
설명:
1차 볼 밀링의 환경은 충격 및 연마 조건을 모두 동일하게 고려하여 가장 잘 설명할 수 있습니다.사용된 상대적으로 큰 볼 크기[3″ – 4″(75 – 100mm)]는 전체 마모에 상당한 영향 요소를 제공합니다.1차 볼 밀의 충격 횟수는 훨씬 더 빈번하지만 SAG 밀에서 경험하는 것보다 규모가 작습니다.증가된 빈도는 충진 부피 증가(35 – 40% 대 5 – 10%), 더 높은 밀 속도 및 단위 충진 중량당 더 많은 볼 수 때문입니다.더 낮은 충격력은 각각 더 작은 볼과 더 작은 밀 직경을 사용하여 더 작은 볼 질량과 더 낮은 낙하 높이의 조합으로 인해 발생합니다.
1차 그라인딩 밀의 공급 광석은 일반적으로 입자 크기, 모양 및 광물로 인해 매우 마모성이 있습니다.20 µm/hr에 근접하거나 초과하는 마모 속도.연마성이 매우 강한 Au에 대해 측정되었습니다.Cu, Mo 광석, 마모 속도는 10-15 µm/hr 정도입니다.더 부드러운 기본 광석에서 발생했습니다.
1차 연삭에 사용되는 강철 연삭 매체는 우수한 인성을 유지하면서 최대 내마모성을 갖도록 설계되어야 합니다.인성은 화격자 방출 분쇄기에서 특히 중요하며 분쇄기의 배출 끝단에서 펄프 수준이 0에 접근할 수 있습니다.
기술적인 매개변수
| 화학 성분 | ||||||||
| 유형 | 화학 성분 | |||||||
| C | Si | Mn | Cr | Mo | Cu | P | S | |
| 저크롬 | 1.8-3.3 | ≤1.5 | 0.3-1.5 | 1-3 | ≤1.0 | ≤0.8 | ≤0.10 | ≤0.10 |
| 중 크롬 | 1.8-3.3 | ≤1.2 | 0.3-1.5 | 4-9 | ≤1.5 | ≤0.8 | ≤0.10 | ≤0.10 |
| High-Cr | 1.8-3.3 | ≤1.2 | 0.3-1.5 | 10-18 | ≤1.0 | ≤1.2 | ≤0.10 | ≤0.06 |
| 초고 크롬 | 1.8-3.3 | ≤1.2 | 0.3-1.5 | 19-35 | ≤2.0 | ≤1.2 | ≤0.10 | ≤0.06 |
크러셔 부품:
우리는 헤드, 보울, 메인 샤프트, 소켓 라이너, 소켓, 편심 부싱, 헤드 부싱, 기어, 카운터 샤프트, 카운터 샤프트 부싱, 카운터 샤프트 하우징, 메인 프레임 시트 라이너 등을 포함한 정밀 가공 교체 크러셔 예비 부품을 보유하고 있습니다. 기계적 예비 부품.
 왜 우리를 선택 했습니까?
왜 우리를 선택 했습니까?
제조 경험 1.30년, 대외 무역 경험 6년
2. 엄격한 품질 관리, 자체 실험실
3.ISO9001:2008, 뷰로 베리타스